— Material Handling
Conveyors
Efficient material handling is the backbone of any feed mill or industrial plant. A well-designed conveying system ensures continuous, dust-controlled, and contamination-free movement of bulk materials — from raw ingredient intake through every process stage to finished product dispatch — with minimal manual intervention and maximum reliability.
Product Applications
- Feed Industry — Raw material intake, inter-process transfer, and finished product handling
- Food & Grain Industry — Hygienic handling of cereals, grains, and food-grade commodities
- Solvent & Oil Processing — Safe movement of solvent-extracted materials
- Biomass & Pellet Plants — Robust handling of wood chips, pellets, and agricultural residues
- Fertilizer & Chemical Plants — Corrosion-resistant conveying of chemical and organic materials
- Minerals & Bulk Commodities — Heavy-duty transport of abrasive bulk materials
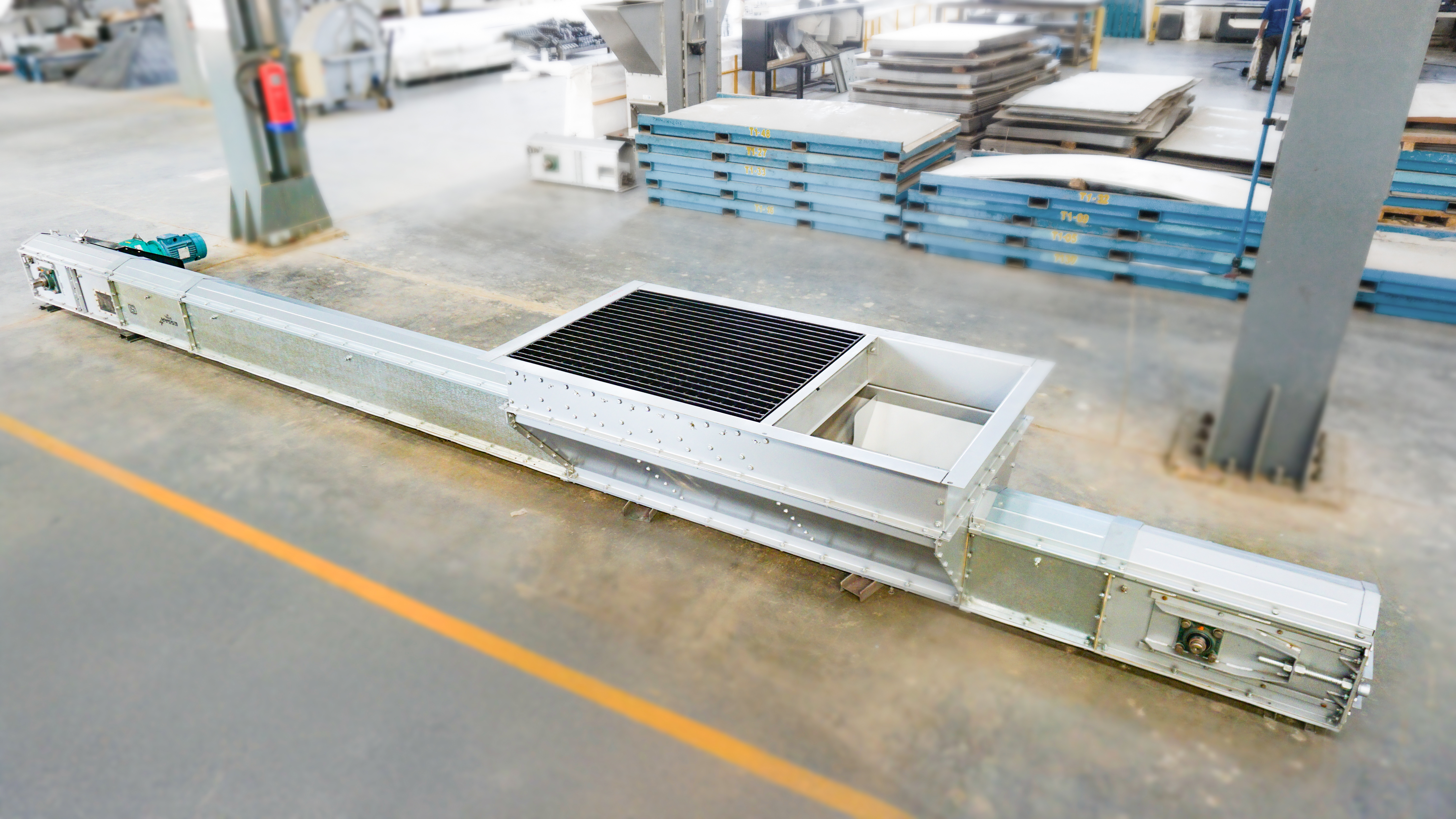
- 1. Chain Conveyor — Redler Chain Conveyor
- High-capacity, fully enclosed bulk material transport
Product Applications
- There are different applications suited to numerous types of activity.
- Raw Material Handling
- Capacity varies based on screw diameter, speed, material bulk density, and inclination. Contact us with your application details for the right model recommendation.
- VIDEO (Provided in the folder)
- Need a conveying solution for your feed mill or bulk material handling plant?
- Contact Hindustan Equipments for:
- Technical consultation on conveyor type and model selection for your application
- Plant layout review and integration guidance
Get in touch
Need detailed specs or a quote?
Our engineering team will share drawings, capacity charts and pricing tailored to your plant.
Request Conveyors details →